风管加工场平面布置图
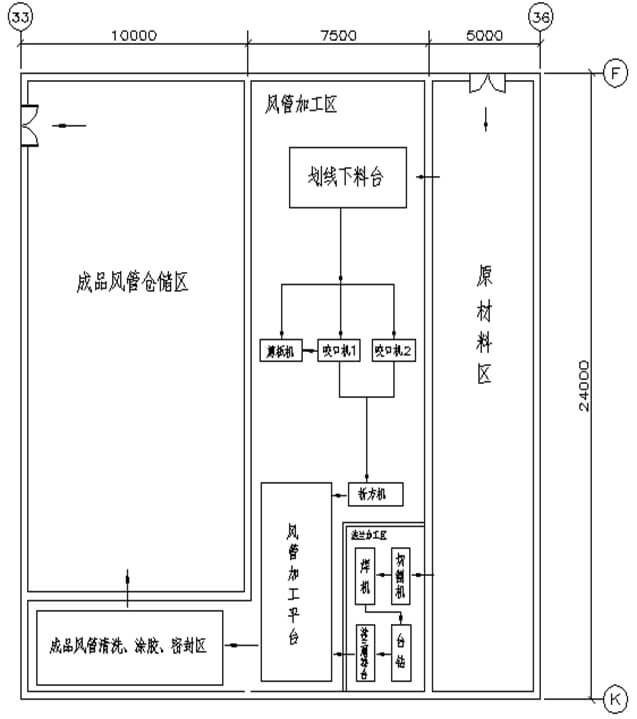
a. 作业场地选择在ICU区域。
b. 本加工场地为封闭建筑,外墙和屋面均已完成,地面铺设0.8mm塑料薄膜封面及10mm厚木板。
c. 加工场地配设长柄尼龙板刷4只,洗涤液配制桶2只,白绸布2匹,胶靴2双,布剪刀2把,吸尘器1台,专门清洁人员2人清扫洁净风管制作存放区,每日水清洗二次,专人看管,进入人员更换衣鞋。吸尘器随时清扫,其余部分划线分区,不同作业不得越位,避免交叉污染,各作业区每日清扫二次。
d. 所有机具的使用和保养按ISO9002标准规定进行。所有机具和小型工具每日清扫二次。
Ⅱ、材料的采购和验收
a. 工程所用的主要材料、成品、半成品均应符合设计要求,并有厂家出厂合格证明书。对质量有怀疑时,应请甲方、设计单位进行会诊,必要时进行检验。过期材料不得使用。
b. 钢板采用优质宝钢镀锌钢板,不得有氧化、起泡和镀锌层脱落现象;型钢不得有严重锈蚀、夹渣、窝穴现象;角钢要等边,厚度均匀,无严重变形和弯曲现象。
c. 材料的入库检验除ISO9002要求验收外,还要请甲方有关人员验收,并记录备案。
Ⅲ、风管制作
a.施工前要认真熟悉图纸,对工人进行技术交底,组织对标准规范学习,按系统绘制加工草图。
b. 风管制作流程 材料验收 → 板材清洗、脱脂 → 放线下料 → 咬口 → 折方 → 密封胶密封 → 合缝 → 铆接法兰 → 型钢加固 → 密封胶密封 → 质量检查 → 洗涤液清洗 → 清水清洗 → 绸布揩擦 → 塑料膜密封 → 编号、存放
c. 风管制作必须经过实测、实量,特别是弯头、三通、来回弯等配件。风管预制深度不得超过800。避免不必要的返工。
d. 法兰加工
为保证本工程风管质量,风管全部采用法兰连接。
法兰在风管制作区加工,加工时其内径应比风管外径大2~3mm,法兰四角应设螺栓孔,铆钉孔距法兰内缘不大于3mm,打螺栓孔时应注意使孔的位置处于角钢中心。同一规格的法兰应能通用。
法兰加工完毕,应及时清渣、除锈、刷漆,法兰除锈应露出金属本色,油漆采用优质磷化底漆,锌黄环氧底漆和环氧磁漆,不得使用一般的红丹漆和调合漆。漆层应无漏涂、起泡、露底现象。
e. 风管下料加工
风管板的拼接采用单咬口,转角缝采用联合角咬口。
风管板材先进行脱脂,然后在风管制作区剪切、咬口、折方、局部脱脂、一次清洗。脱脂用中性洗涤剂除去表面油脂,局部脱脂是除去剪切、咬口部位粘带设备润滑油脂,一次清洗用清水冲净,白绸布揩干。然后进入风管制作区经二次清洗后进行组装,风管不得有横向拼接缝,尽量减少纵向接缝,矩形风管底边宽度等于或小于800mm时,其底边不得有纵向拼接缝。风管闭合缝要用木锤敲打,禁止用铁锤,闭合缝应密实、平整。
风管的弯头应视具体型式设单层导流叶片,数量符合规范要求。
f. 风管成型、加固
风管与法兰连接采用翻边铆接,翻边不小于6mm,翻边应平直并贴紧法兰,法兰四角不得有孔洞。风管铆钉采用优质平头镀锌铆钉。
风管的加强采用角钢框,与横向接缝的最大间矩按要求确定。
g. 风管清洗、编号、密封
风管成形后,应在咬口缝、铆钉缝、翻边、四角处涂上密封胶,然后用漏光法检查,合格后将内外表面揩试干净。揩试方法如下:先用软布将风管表面的浮土、灰土等揩试干净,然后用中性洗涤剂清洗,使表面不再不泥灰、油渍、丝头等残留物。揩试干净的风管按加工草图编号,然后用塑料薄膜将两头封住,存放于洁净风管存放区。
h. 柔性风管加工
不保温柔性短管应选用符合要求的柔性好、表面光滑、不产尘、不透气和不产生静电的材料制作(如光面人造革、软橡胶板等),光面向里现场制作。接缝应严密不漏风,其长度以小于500mm为宜。
保温柔性风管确定为夹心铝箔保温软管。由甲方认可的厂家供货。